
BLOG
How to Optimize Your Company-Wide SAP Master Data Management
Why should you think about your company-wide SAP Master Data Management processes and how to optimize, streamline and accelerate your SAP MDM? Correct SAP master data is a prerequisite for digital and automated business processes.
Max. Reading time 25min
Companies that display their business processes on the basis of ERP systems such as SAP should therefore not underestimate the effort that is needed to maintain their master data. Incorrect or outdated data causes problems when it comes to processing SAP applications – and in the worst case, can bring your business processes to a complete standstill. Every company that displays its business processes in SAP should address the following questions:
- SAP master data workflow: Have you established a process whereby you regularly and ideally automatically check your master data for errors and duplicates?
- SAP master data governance: Are the responsibilities for master data maintenance clearly defined in your organization and do all the employees involved know what to do and when?
- SAP master data management best practices: Do you rely on established standards for your company-wide SAP master data management and thereby lay the foundation for the successful digitalization of your business processes?
In this blog post you’ll learn why you should think about your company-wide master data management (MDM) processes and how to optimize, streamline and accelerate your SAP MDM.
As the volume of data explodes, MDM has developed into one of the most exciting areas in the global IT market. We expect MDM solutions to generate annual growth rates of more than 15 percent and an annual sales volume of around 15 billion euros by 2026. This all confirms that master data management has reached the top of the IT agenda in many companies.
This is only to be expected, because data-driven business models in times of digitalization rely primarily on functioning master data management. The structured maintenance of master data relating to objects such as customers, products, financial transactions, suppliers and business partners is becoming the core task of companies. On the one hand, this is a logical consequence of the digital transformation that has occurred in almost every industry. On the other hand, optimizing SAP master data is a prerequisite for the digitalization of business processes.
How to optimize your material master data – Step by step to a successful project
In this white paper you will learn how to start a project to optimize your material master data in SAP and thus create a solid basis for your future business success.
Avoid High Costs Due to Incorrect Master Data
Effective master data management in companies has the task of providing business processes and SAP transactions with consistent and correct master data. The follow-up costs of having incorrect master data are enormous. This is because a great deal of effort is required to repair the SAP system once outdated or redundant data has flowed into it. This extra labor can be completely avoided with an MDM process that has been optimized from the outset.
Master data management in SAP is anything but a trivial matter. A material master data record in SAP MM alone contains up to 1,000 individual fields.
The single source of truth describes a universal database in the company. If there is no overview, and employees from various departments maintain the data differently, there may, for example, be duplications. The master data will not be reliable and may be out-of-date.
Incorrect master data has catastrophic consequences, particularly in logistics and production processes. Duplicates and unmaintained master data in SAP can lead to incorrect deliveries and material bottlenecks, which in turn can cause considerable disruptions to your business processes in materials management. Your employees must ultimately use manual workarounds to minimize the repercussions so that customer satisfaction is not threatened and follow-up costs are kept to a minimum.
Master data management in SAP is anything but a trivial matter. A material master data record in SAP MM alone contains up to 1,000 individual fields. Maintaining and continuously optimizing SAP master data thus requires the establishment of comprehensive SAP master data governance and the implementation of a predominantly automatic workflow.
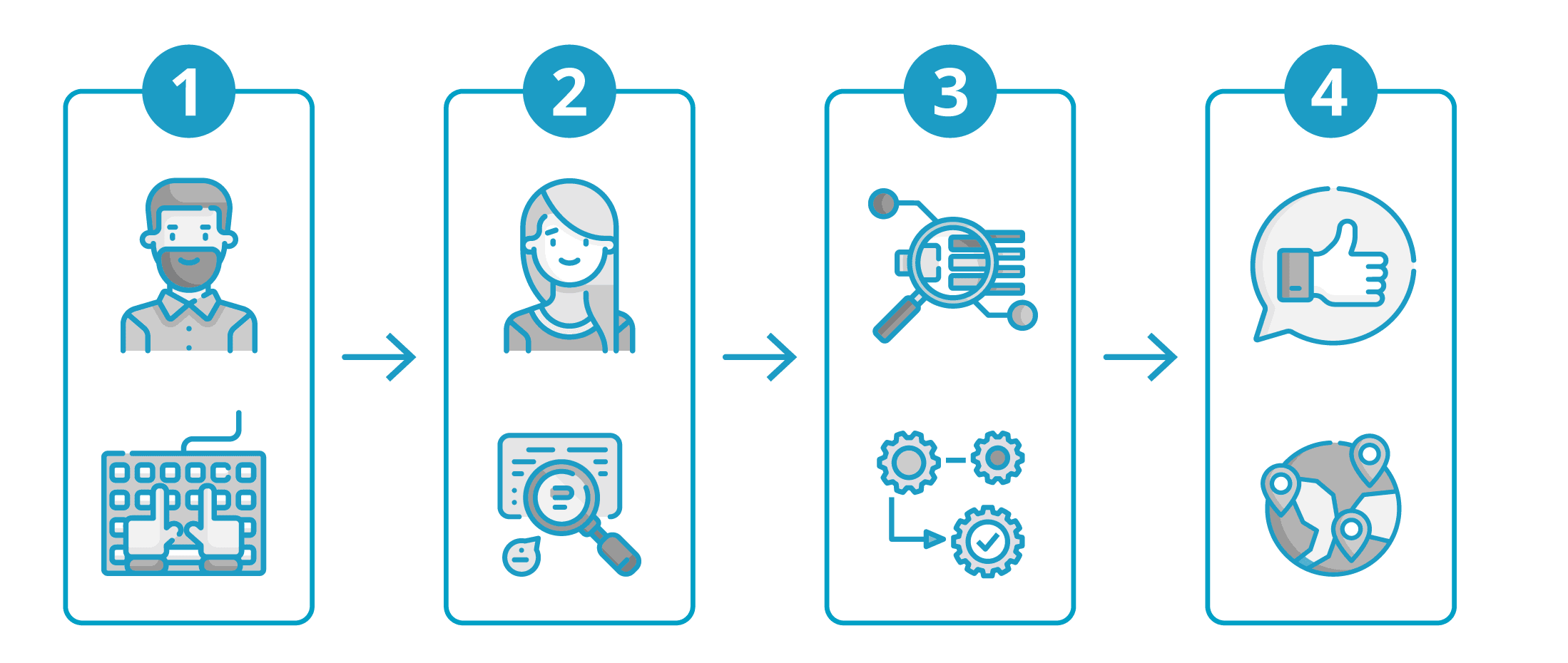
From applying for new materials to optimizing SAP master data across plants, companies can reap the benefits of a structured four-step process. This process has proven its worth, especially for MDM tasks in logistics and production:
- Step 1 – Master data creation when requesting new materials: If an engineer needs a new material, they enter the basic master data directly into an SAP input screen tailored to their role. With the help of the SAP material master views, non-relevant fields are not even displayed, which helps to avoid errors when the material is being created. If required, additional documents and specifications can be attached to the request.
- Step 2 – Release into the master data center: A central department in your organization is responsible for checking and releasing newly created master data records in SAP. This SAP master data center receives new requests via an automated workflow – it checks this and, if necessary, returns it back to the applicant if the initial data record contains errors.
- Step 3 – Check for master data redundancies: SAP applications can be checked for duplicates with the help of digital add-on solutions. If there is suspected redundant master data, the solution will notify your SAP master data center of this. Your employees can then complete the check and update the incorrect master data record.
- Step 4 – Global SAP master data governance: One of the biggest challenges in master data maintenance is the cross-site MDM in distributed organizations. While some data fields are globally valid, others differ from plant to plant. Thanks to special solutions, different plant views can be defined and the solution will automatically create the relevant views for the defined plants.
By linking such a four-level MDM workflow with your SAP system, you can ensure that the risks and follow-up costs resulting from incorrect master data are kept to a minimum. Particularly in times of digitalization, master data management is becoming the supreme discipline for companies that rely on the automation of logistics and production processes.
Master Data as the Building Block of Digital Enterprises
Master data is basic information about all operationally relevant objects such as customers, suppliers, employees and products. All other data in the company can only be used in a meaningful manner if it is linked to the correct master data. We have learned from experience that unclean master data is one of the primary reasons why digitalization initiatives fail.
Now let’s assume that your master data is completely error-free. What possibilities does it offer? And how can you improve your master data if it needs to be optimized?
What Does Clean Master Data Enable?
While incorrect master data can cause considerable damage, we want to concentrate here on the opportunities that clean master data opens up. Your company can benefit from these four perspectives.
Get the most out of your SAP system
An ERP system such as SAP is by no means an insignificant investment for any company. Most organizations hope to create improved processes and achieve a considerable ROI. Unfortunately, this is often not realized because companies do not fully exploit the possibilities afforded by the SAP system.
Although there are many opportunities for automation, a great deal is still done manually. Processes are far from seamless. One reason for this is that the necessary data is either not available at all or is incorrect – and employees have to bridge this gap with what can sometimes be substantial manual effort.
Your SAP system can only work as well as the existing data basis allows it to. To achieve the full potential and the expected ROI, you need error-free master data.
Automate business processes and decisions
Imagine if your processes could run more or less themselves. The Internet of Things constantly provides data that analytics tools can evaluate. Artificial intelligence uses this data to make decisions and initiate the right processes.
All this can happen automatically without much human intervention. This way, you can bid farewell to gut decisions, as everything is based on data and is one hundred percent comprehensible.
Wouldn’t this free up enormous capacities among your employees? They could then devote themselves to other activities, such as optimizing the system or working on new innovations and business models.
Use analytics and artificial intelligence
It goes without saying that the vast amounts of collected data do not exist as an end in themselves. In order to use it meaningfully, businesses are taking advantage of analytics tools and artificial intelligence.
These can, for example, provide valuable insights into the behavior of your customers, which allows you to predict sales figures as well as calculate material requirements and completion dates. You also gain insights into which parts of the service customers are not satisfied with and can act accordingly.
All this only works if the underlying data is correct. If it is incorrect, the tools will generate inaccurate results and predictions. These are then used as the basis for decisions that will most likely turn out to be wrong.
Exploit the benefits of the Internet of Things
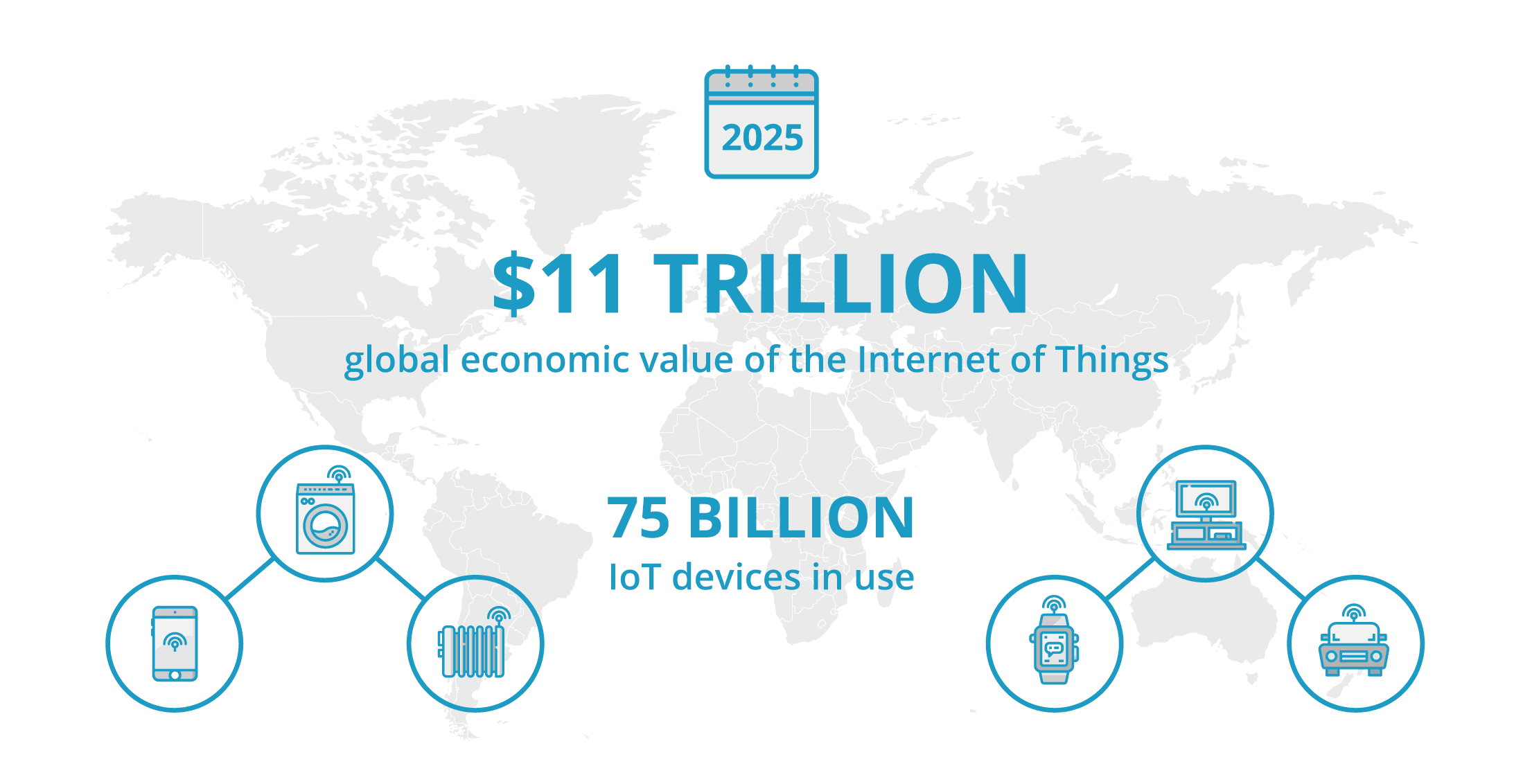
75 billion connected devices are expected to be in circulation by 2025. With the help of sensors, these devices are already exchanging data on a permanent basis, thus merging the physical and digital worlds. For companies, this data opens up a wide range of possibilities for automating and improving their processes while saving precious time and money.
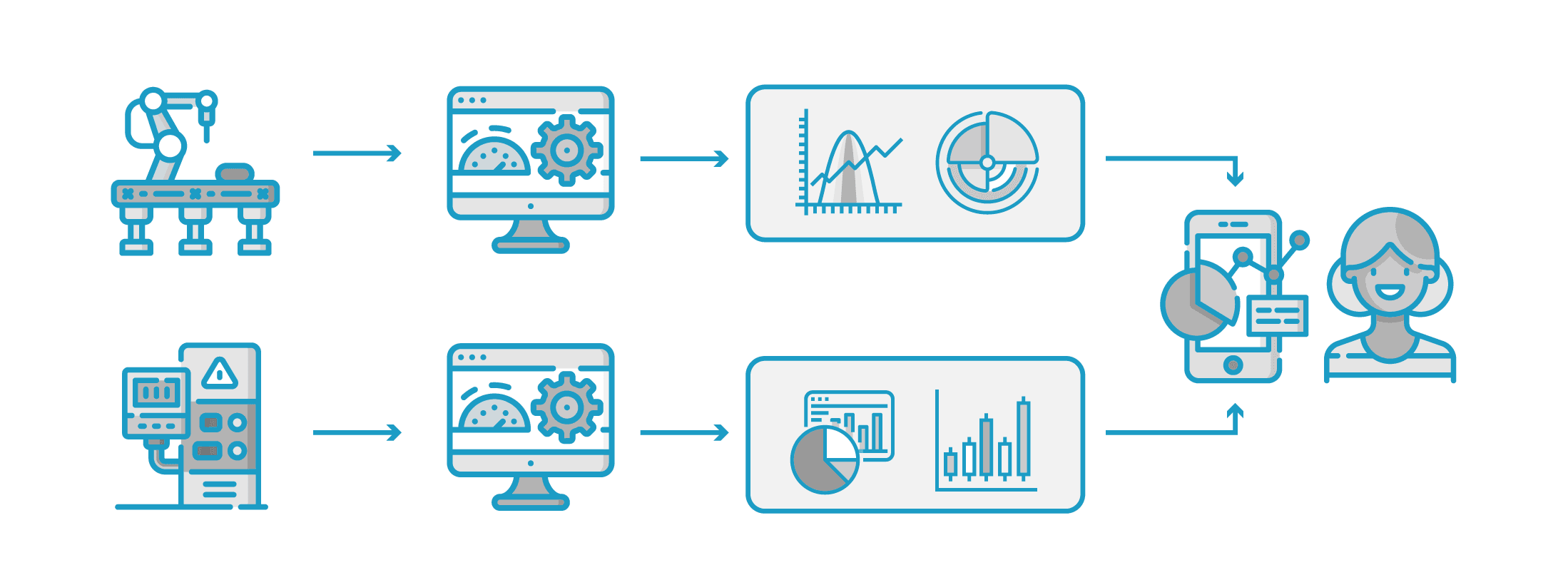
Production example: Machines constantly transmit their workload. If this data is evaluated, recommendations for a more efficient utilization of their capacities can be derived.
Cleaning service example: Sensors transmit the number of people on different floors of buildings. The system uses this data to create a cleaning plan based on the degree of utilization.
The possibilities for using this data are almost endless. However, the Internet of Things can only generate real added value if the received data is linked to the existing master data.
Common Problems with Master Data
Unfortunately, the quality of master data still represents a major obstacle for many companies when it comes to implementing digitalization initiatives. Master data is often…
- undetectable,
- scattered in different systems,
- obsolete and useless,
- inconsistent and contradictory,
- stored in an unusable form.
In addition, there is generally no contact person to answer questions. Even a standardized process for creating and maintaining master data is often sought in vain.
Although a study conducted by the Business Application Research Center (BARC) revealed that data quality and master data management have been a priority for decision-makers for several years, initiatives to improve data quality are being launched rather hesitantly. Companies often perceive them to be too overwhelming, costly and unpredictable.
However, it doesn’t have to be this way. Optimizing master data may be easier than you think.
How Does the Optimization of Master Data Work?
The prerequisite for clean, error-free master data is well thought-out master data management in your company. This has the following tasks:
- Establish processes to regularly and automatically check master data for errors and duplicates.
- Regulate internal responsibilities for master data maintenance and specify what all employees involved have to do.
- Implement data governance standards and best practices to ensure high-quality data, security and compliance.
One of the biggest challenges is that ERP applications like SAP do not offer standardized processes for master data maintenance and often overwhelm users due to their complexity. The solution to this is special software, such as Master Data Management. It’s 100% integrated into SAP andbased directly on the SAP Workflow Engine.
A digital add-on solution for master data management ensures transparent processes, improves data quality and reduces administrative effort. Above all, it minimizes costs by shortening the process duration and eliminating errors and indirect process expenses.
There are preconfigured best-practice approaches that can be implemented in the standard system within a few weeks. Our solution usually pays for itself within a year – sometimes even faster.
How to optimize your material master data – Step by step to a successful project
In this white paper you will learn how to start a project to optimize your material master data in SAP and thus create a solid basis for your future business success.
How production benefits from correct master data
The entire production process – from the creation of the material master data and parts lists to purchasing, supply and production, including the complicated coordination between the departments, up to delivery – holds great potential for errors and delays. In short, an engineer only needs to enter a material into SAP multiple times and there are duplicates and with them incorrect calculation values. Companies in the manufacturing industry particularly benefit from a digitization of processes which is as seamless as possible, such as automated material master data creation, thus achieving decisive competitive advantages: adapted replenishment times, optimized lot sizes and minimum order volumes, reliable exchange of information, shorter cycle times and supply chains and thus measurable cost savings.
Why you should push digitization forward
For production companies, extensive usage scenarios regarding automated controls and even automated corrections are possible. Data evaluations of setup times, production times, wait times and maturing time, but also of material consumption and minimum stocks are possible.
In summary, sophisticated master data management leads to better data-based decisions and ultimately to company growth.
Why the Internet of Things Will Challenge SAP Master Data Management
Increasing connectivity leads to rising levels of complexity in SAP master data management. The Internet of Things is moving into all areas of our lives.
Master data management is a complex issue. Many companies that have continuously invested in their SAP systems over the years are now discovering that not all processes run seamlessly. Problems arise because supposedly automated workflows grind to a halt. One of the underlying reasons for this is bad master data, which makes it impossible to have smooth processes due to incorrect entries or duplicates.
Master data is an essential component of all SAP-based processes in companies. Without clean master data, there is no digitalisation of business processes – and without digitalisation, there is no automation! If you want to make optimal use of your SAP investments, you should urgently redirect your focus to master data management (MDM). In operational practice, however, maintaining SAP master data is anything but simple.
Without clean master data, there is no digitalisation of business processes – and without digitalisation, there is no automation!
For example, a material master data record in SAP MM contains up to 600 individual fields. In fact, up to a dozen departments of a company could be involved in maintaining these fields. In global companies, geographically dispersed production sites and confusing organisational structures are added to the equation – perfect recipe for chaos! How do companies bring this complexity under control?
The good news: There are a number of tried and tested digital solutions for master data management. However, we will not be dealing with that topic in this blog post. Instead, we will look at why everything will become even more complex in the future!
Universal Connectivity Leads to Exponential Data Growth
Increasing connectivity is the main contributing factor to rising levels of complexity in SAP master data management. It’s a fact: The Internet of Things (IoT) is moving into all areas of our lives. With the help of connected sensors, the physical and digital worlds merge and weave into a digitally integrated ecosystem.
On the one hand, this is made possible by rapidly falling sensor prices, which have halved in a very short time. On the other hand, with 5G we have a new mobile radio standard just around the corner that was developed to ensure universal connectivity and to enable “always on” at high speed. McKinsey puts the macroeconomic value of the Internet of Things at up to 11 trillion dollars per year. With more than 75 billion connected devices by 2025, the IoT will touch every facet of our lives.
It goes without saying that the Internet of Things is also making its way into companies. Connected production processes (keyword: Industry 4.0) have long since become a reality, even if many organisations are only at a tentative first stage of expansion. The new technical possibilities afforded by IoT enable companies to rethink business processes. “We’ll do truly different things, instead of just doing things differently,” says Daniel Wellers of SAP, in a very readable article for the World Economic Forum.
The Internet of Things holds many new challenges in store for master data management. We get a rough idea of the issues facing data management when we consider that as IoT connectivity grows, the amount of data generated worldwide will double over the next decade.
We looked at three scenarios that give us a decent idea of how the Internet of Things will challenge master data management with SAP.
Data Explosion Overloads Manual MDM
One of the greatest challenges in master data management today lies in the company-wide amalgamation of different data sources. Companies using SAP manage their material master data in SAP MM. To add to this, there is a CRM system for customer data and potentially two to three other systems. Business processes can only seamlessly use master data if it is cleanly maintained.
Master data management meets this need by identifying gaps and triggering a workflow to correct the problem. These corrections are usually carried out manually by a dedicated team. With growing IoT connectivity along the entire value chain, the volume of data is growing exponentially. Manual processes to improve data quality are likely to quickly reach their limits because the flood of data will exceed the processing capacity.
Semantic Challenges in the Flood of Data
The Internet of Things only provides added value for a company if it can establish the connection between the data generated from the network and the material master data. For example, a production machine could share utilisation data with another machine. In the event of peaks in production, both machines could send the production manager a request to improve capacity utilisation.
Such an application example requires that the semantic context for the master data and the sensory IoT data is defined. For example, if a sensor with the tag “ABCDE12345” supplies the information “123.456.789”, valuable information will only emerge from the reference to the master data. Given the enormous number of sensors and event types to be expected, companies are faced with an exciting semantic challenge.
Can MDM Also Handle Master Big Data Management?
Until now, master data management solutions have not been designed for Big Data. Individual data records are complex in themselves. With regard to the number of data records, most companies operate in dimensions of several tens of thousands, as is the case in materials management.
The Internet of Things is triggering the exponential growth of the volume of data. Complex analyses only create real added value if they relate existing master data to newly created IoT data points. It seems that many of the current database concepts may not be designed for this. Statistical evaluations can be created, particularly when based on relational database technologies. However, reliable forecasts such as the expected demand behaviour of customers or the predicted downtime of production machines cannot yet be generated.
There is still plenty to be getting on with! With the deeper integration of the Internet of Things into business processes, data will become an even more decisive competitive factor than it was previously. Now is the ideal time to get rid of your master data management before IoT connectivity makes matters even more complicated. So what are you waiting for? Get the ball rolling now!
Webinar: EASY Material Management – Change and create master data
You have recognized that clean material master data leads to success in your company? Now it’ s time to move on to the next steps: The selection of a suitable service provider for the digitalization of your material master creation process.
The Importance of Company-Wide Master Data Governance for SAP Users
Companies are processing ever increasing amounts of data from a wide variety of sources (keyword: Internet of Things). The most important type is master data, which contains basic information about customers, suppliers, employees and products. It forms the basis for the digitalization and automation of business processes. Used correctly, businesses can leverage data to better respond to customer requirements and changes in the market.
However, incorrect data can lead to wrong decisions and cause considerable damage. If personal data is not handled in a legally compliant manner, companies could even find themselves in legal difficulties.
This is why organizations today need a strategy for the correct management and processing of master data. Data governance provides the necessary framework for this. In this blog post, you will find an introduction to the topic and learn why no company can afford to do without data governance in times of digital transformation.
What Is Data Governance?
Data governance is the comprehensive handling and management of all data processed in a company. It consists of guidelines and procedures that guarantee the quality, protection and security of data. Furthermore, it is intended to ensure that legal requirements are always met.
However, data governance is not a one-off project that can be implemented and ticked off your to-do list. Rather, it is a continuous process. Depending on the size of the organization, individual people, often called Data Governance Officers or Chief Data Officers or even entire departments are responsible for overseeing the data governance.
Data governance ensures that master data in the company are checked for availability, integrity and security, that data management is continually monitored and that processes for higher data quality are implemented – irreplaceable for maintaining high data quality over the long term.
What Does Data Governance Seek to Achieve in Companies?

The primary goal of data governance is to maintain and further enrich internal company knowledge. In addition, the following should be achieved:
- Data quality: All data should always be up to date, complete and readily available.
- Data maintenance: Data must be enriched and corrected if necessary.
- Data protection: Confidential personal data must be protected against unlawful use.
- Data security: Unauthorized access, reading or deletion of data must be prevented.
- Data compliance: Companies must comply with legal requirements as well as internal company and industry standards.
Many companies work with ERP applications that already meet some of these objectives. For example, SAP canregulate who has access to specific master data, preventing unauthorized access. However, SAP’s standard product does not offer a complete solution for data governance.
Why You Can’t Afford to Do Without Data Governance
In times of digital transformation, correct master data is essential to ensure that companies maintain their agility and ability to react to changing circumstances. These four reasons underscore the importance of data governance.
Avoid errors and follow-up costs
We would like to explain the damage that unclean data can cause using the example of material master data. It forms the basis for many essential processes in production and logistics.
To create material master data records correctly in SAP, up to 600 fields must be filled in. Creating and maintaining these data records involves numerous departments and even external stakeholders such as customers and suppliers. Coordinating all the parties involved poses a genuine challenge.
Without a transparent process for creating and maintaining master data, most errors remain undetected, which can lead to serious consequences. For example, if the wrong material is ordered, completion dates can be delayed. This can cause significant economic damage for organizations.
Serves as the basis for the successful digitalization of business processes
To begin with, the status quo of data management in the company must be mapped. You should ask questions like: Who is the owner of the master data? Who manages the master data? And who has access rights? When it comes to material master data, the process of creating and maintaining data records must be examined with particular care.
Work in a legally compliant and secure manner
Special attention should be paid to personal data, such as customer and employee master data. The General Data Protection Regulation (GDPR), which lays down the principles for processing personal data, applies within the European Union. Companies must prove compliance with this regulation. If these principles are not implemented in a legally compliant manner, companies can expect penalties of up to 4% of the total annual turnover generated worldwide.
Data volumes and complexity set to increase
The growing connectivity of devices in the Internet of Things provides a continuous stream of data that must be processed in the shortest time possible. Estimates suggest that a whopping 175 zettabytes of data will be available worldwide by 2025, which will only add to the complexity of data management.
Greater connectivity and complexity also means that even minor errors in master data can trigger unexpected chain reactions. Incorrect data therefore poses an even greater risk for companies.
clean material master data for digital production
The digitalization of industrial production is one of the most important projects for the future. Invest today in material management and material master data and create the conditions for digitized production.
The First Steps to Data Governance in a Company
The first challenge is to properly embed data governance into the corporate structure. It must be clear that master data management is not purely an IT task. All departments that work with data are involved. Then, you can follow these three steps.
1. Begin with one area
Depending on the size of the business, implementing a company-wide data governance project can be a mammoth task, especially when there are countless types of data and stakeholders that need to be involved. So where should you start?
We recommend beginning with an area where optimization can have a great impact. For many companies, this is material master data. Once you have gained some initial experience, it will be easier to transfer the data governance standards to other areas.
2. Determine the current status
To begin with, the status quo of data management in the company must be mapped. You should ask questions like: Who is the owner of the master data? Who manages the master data? And who has access rights? When it comes to material master data, the process of creating and maintaining data records must be examined with particular care.
3. Establish data governance processes
The next step is to define processes that describe how your data should be backed up, protected, stored and archived. This includes guidelines on how certain data may be used and which persons or departments are authorized to perform which actions. Furthermore, control processes are required to ensure the continuous monitoring of compliance and adherence to legal requirements.
Digital Solutions Facilitate Data Governance
Master data management is extremely complex, especially in SAP environments, and doesn’t just present a challenge for occasional users. Until now, SAP has not offered a simple, standardized data governance process. However, there are specialized software solutions, such as Master Data Management for SAP, that can assume this role instead.
They ensure transparent processes and enhanced data quality. With an easy-to-use interface, they reduce the administrative workload while automated processes minimize data maintenance work for employees.